
Aluminum finishes
engineered to spec.
Type II through Hardcoat. Rack after rack emerging from sulfuric acid baths with oxide layers measured in microns — corrosion-proof, color-matched, ready for assembly.
Production Specifications
4 anodize types · 47 Pantone-matched dyes · 0.0001″ tolerance on oxide thickness
72hr
Prototype Turnaround
2,000+
Parts / Day Capacity
<1.0 ΔE
Lot-to-Lot Color Delta
336hr
Salt Spray (Hardcoat)
Every type. Every tradeoff. No guessing.
Click any cell to expand the engineering note. Cells marked with a gold border are the most commonly misspecified parameters.
Type II
Decorative
MIL-A-8625F Type II
Type III
Engineering
MIL-A-8625F Type III
Hardcoat
Maximum Wear
MIL-A-8625F Type III Class 3
Chromic
Aerospace
MIL-A-8625F Type I
Oxide Thickness
inches
Standard decorative range. Sealing required for corrosion resistance. Ideal for consumer electronics enclosures.
Engineering hard anodize. Tighter process control required. Adds measurable dimensional change — critical to spec.
Maximum wear resistance. Significant dimensional growth — always factor into machining tolerances on mating surfaces.
Thinnest of all types. Chosen when dimensional change must be near zero. Common on aerospace fatigue-critical parts.
Hardness
Vickers (HV)
Adequate for light wear. 6061-T6 base will determine real-world scratch resistance more than the oxide alone.
Approaches tool steel hardness. Significantly outlasts Type II in abrasion testing per ASTM D968.
Equivalent to case-hardened steel. Used on valve bodies, hydraulic components, and sliding interfaces.
Similar hardness to Type II but not the primary reason to specify chromic — corrosion protection with minimal thickness is.
Salt Spray
ASTM B117 hours
Nickel acetate or hot DI water seal required to achieve rating. Unsealed Type II: <50hr.
Thicker oxide provides inherent barrier. PTFE or nickel seal extends to 1000hr+ for harsh environments.
Dense oxide structure. Wax impregnation used for outdoor architectural and marine hardware applications.
Primary value is adhesion promotion for paint/primer, not standalone corrosion resistance. Per MIL-A-8625F Type I.
Dielectric Strength
V/mil
Sufficient for low-voltage isolation. Used on RF shields and heat sink electrical isolation in power electronics.
Preferred for high-voltage isolation. Capacitor housing, bus bar isolation, motor drive enclosures.
Highest dielectric performance. Consistent with dense, low-porosity oxide structure achieved in hardcoat process.
Not recommended for electrical isolation applications. Primarily used for corrosion + paint adhesion on flight hardware.
Available Colors
Pantone options
Full dye range including custom Pantone matching. Metallics, earth tones, and high-saturation options available.
Dark colors only due to oxide density. Matte black, gunmetal, dark bronze, and natural (silver-gray) are most common.
Natural (bronze-gray), black only. Oxide density blocks most dye penetration. Not suitable for cosmetic color work.
No dye capability. Produces a light gray, slightly iridescent surface. Topcoat paint is the color solution.
Per-Part Cost
relative index
Reference price point. Batch pricing available from 50 pieces. Rush available on standard colors.
Longer process time, tighter chemistry control. Pricing scales with part geometry and rack density.
Highest process cost. Refrigerated bath, extended cycle, lower tank utilization per run.
Hexavalent chromium handling, strict EPA compliance costs, lower volume throughput drive premium pricing.
Not sure which type fits your application?
Submit your drawing and alloy spec — we'll return a written finish recommendation within 4 business hours.
Is your current finisher actually spec-compliant?
Check every box that applies to your current vendor. Every unchecked box is a risk in your supply chain.
7 gaps identified. Each unchecked item represents a real risk to part quality or compliance.
Does your current vendor certify to MIL-A-8625F?
Many shops offer "Type III" without maintaining the documentation, bath chemistry controls, and lot traceability required under the spec. Ask for the certificate of conformance on your last PO.
Are you getting lot-to-lot color consistency within Delta E < 1.0?
ΔE > 2.0 is visible to the naked eye under standard lighting. Consumer electronics OEMs spec ΔE < 1.0. If your vendor can't provide spectrophotometer data per lot, you're guessing.
Can they hold ±0.0005″ on critical dimensions post-anodize?
Type III adds 0.0008–0.001″ of oxide, with ~50% penetrating into the base metal. Vendors who don't account for this in pre-anodize machining specs will push your assembly tolerances out of range.
Do they process 7075 and 2024 series alloys?
7075 and 2024 contain copper and zinc that require modified bath chemistry. Shops optimized for 6061 often produce inconsistent results on high-copper alloys. Ask for reference parts.
Do you receive a certified test report with every lot?
Coating thickness (ASTM B487), hardness (ASTM E384), and salt spray (ASTM B117) should be reported per lot. A C of C without test data is a signature, not evidence.
Can your vendor turn 50 prototype parts in under 5 business days?
Most job shops batch anodize once or twice per week. If you're iterating hardware, waiting 10–14 days per finish cycle adds months to your development schedule.
Have you verified dielectric strength on your RF shields?
Type II oxide dielectric strength varies significantly with bath contamination and seal quality. If you're relying on anodize for electrical isolation, you need per-lot dielectric testing — not just visual inspection.
What we certify to
Anodize Type Selection Guide
12-page PDF. Alloy compatibility matrix, thickness tables, color availability by type, and a decision tree for MIL-spec selection.
No sales calls. Your email is used to send the guide — that's it.
Test reports. Micrographs. Real data.
Every production lot ships with a certified test report. These are representative samples from recent runs.
Cross-Section Micrographs
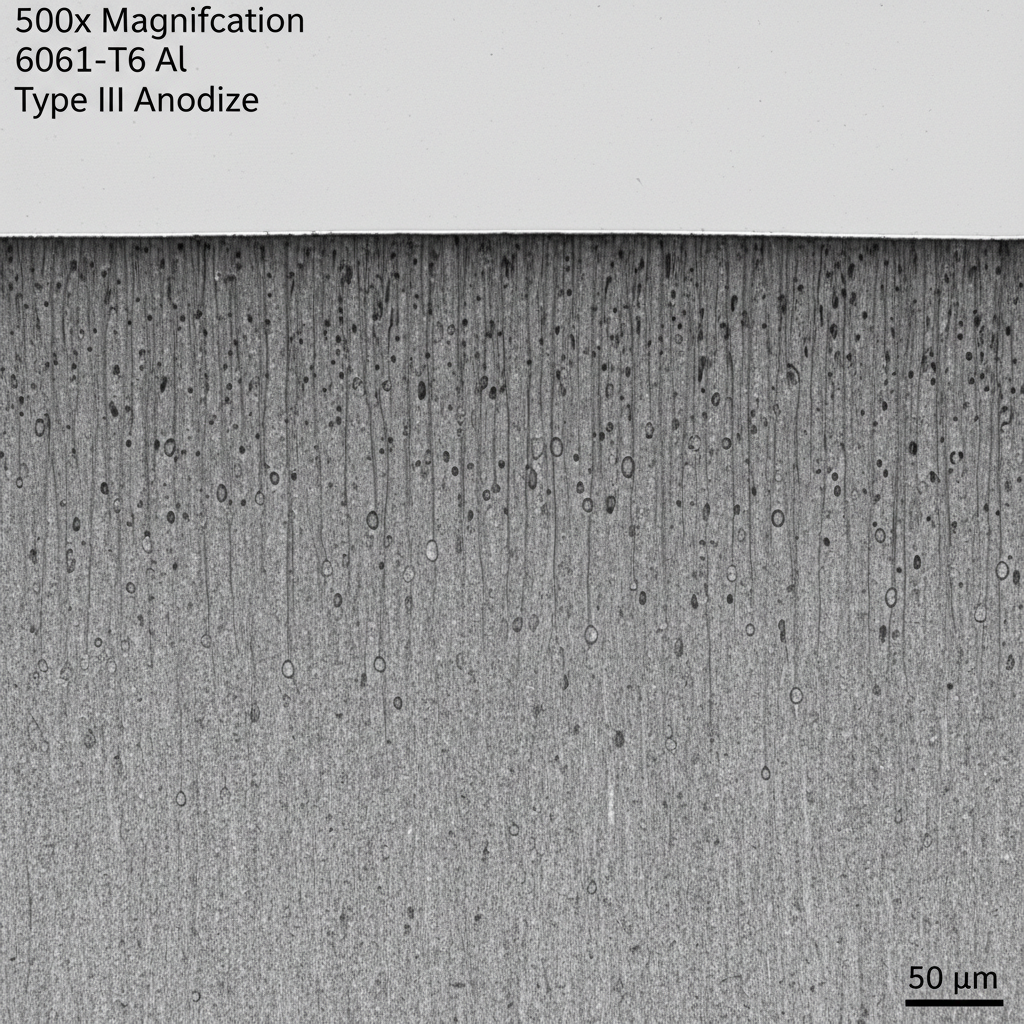
Type III / 6061-T6
500× cross-section
0.00095″
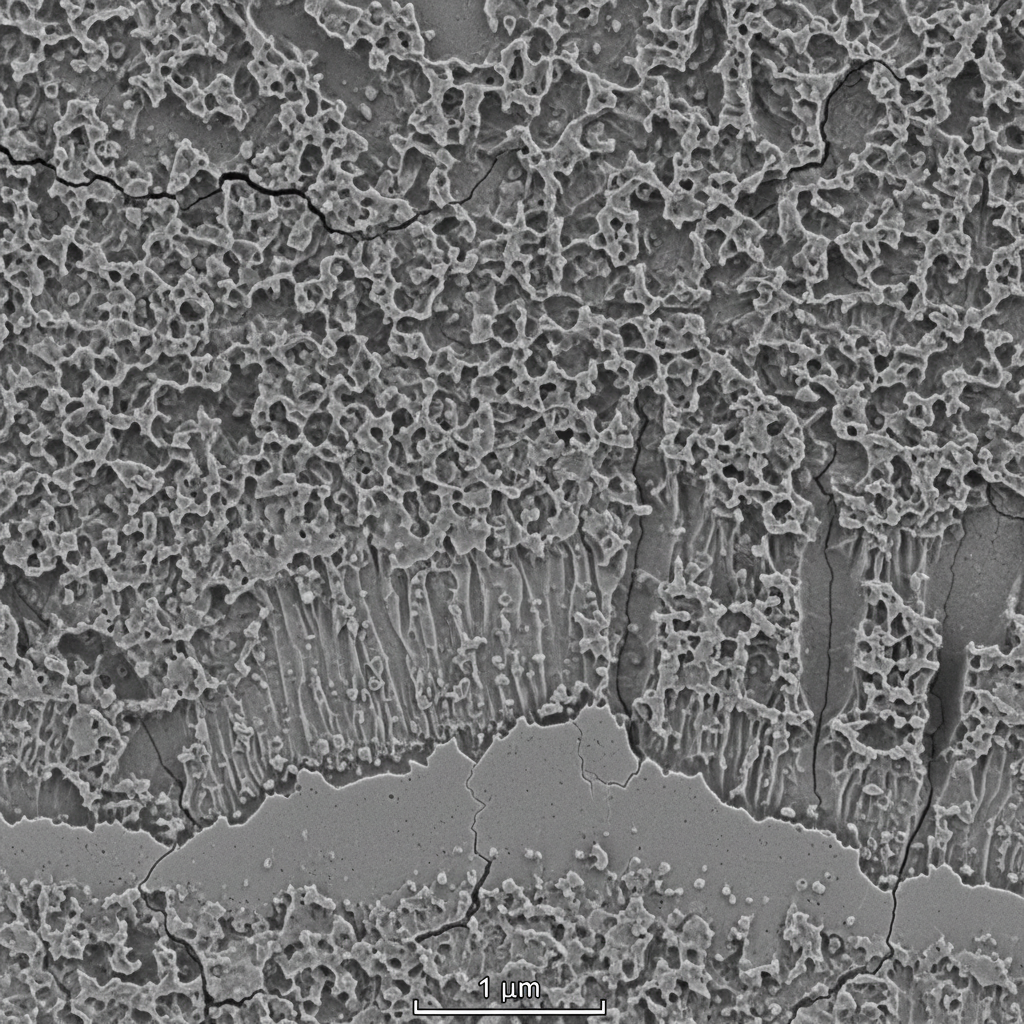
Hardcoat / 7075-T6
SEM surface view
0.00182″
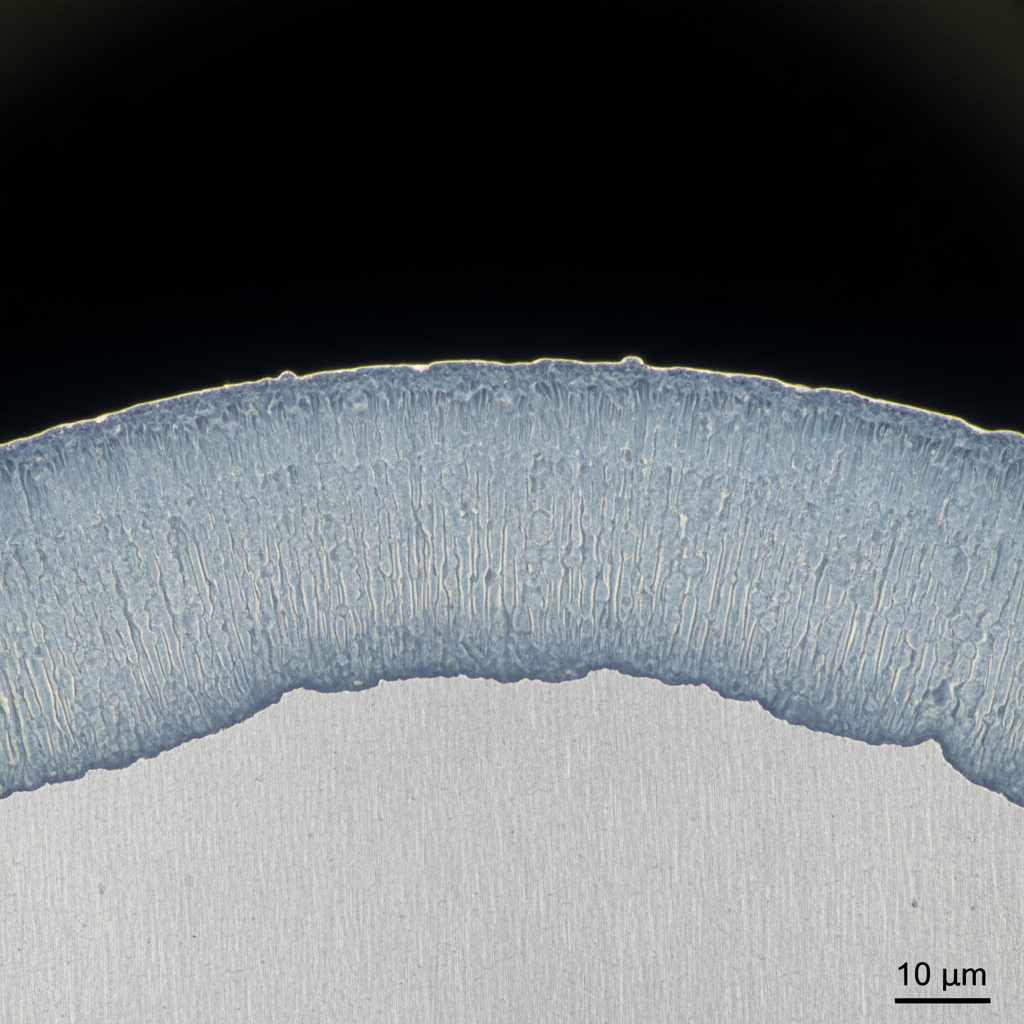
Type II / 5052-H32
Optical micrograph
0.00028″
Recent Certified Test Results
Test
Standard
Result
Lot
Salt Spray
ASTM B117
504hr — No corrosion
Hardcoat / 6061
Thickness
ASTM B487
0.00098″ ± 0.00003″
Type III / 7075
Color ΔE
CIE 1976
ΔE = 0.62 (lot avg)
Type II Matte Black
Dielectric
ASTM D149
1,240 V/mil
Hardcoat / 6061
Adhesion
ASTM D3359
5B — No removal
Chromic / 2024
Live batch availability. Submit your spec.
Open Batch Slots — March 2026
Type II
Type III
Hardcoat
Chromic
Wk 9
Mar 3–7
Open
Open
Filling
Open
Wk 10
Mar 10–14
Filling
Open
Open
Filling
Wk 11
Mar 17–21
Open
Filling
Open
Open
Wk 12
Mar 24–28
Full
Open
Filling
Open
Wk 13
Mar 31–4
Open
Open
Open
Full
Current Week Utilization
Get Your Finish Spec Reviewed
Submit your parameters — we'll return a written recommendation with DFM notes within 4 business hours.